




 扫一扫
扫一扫
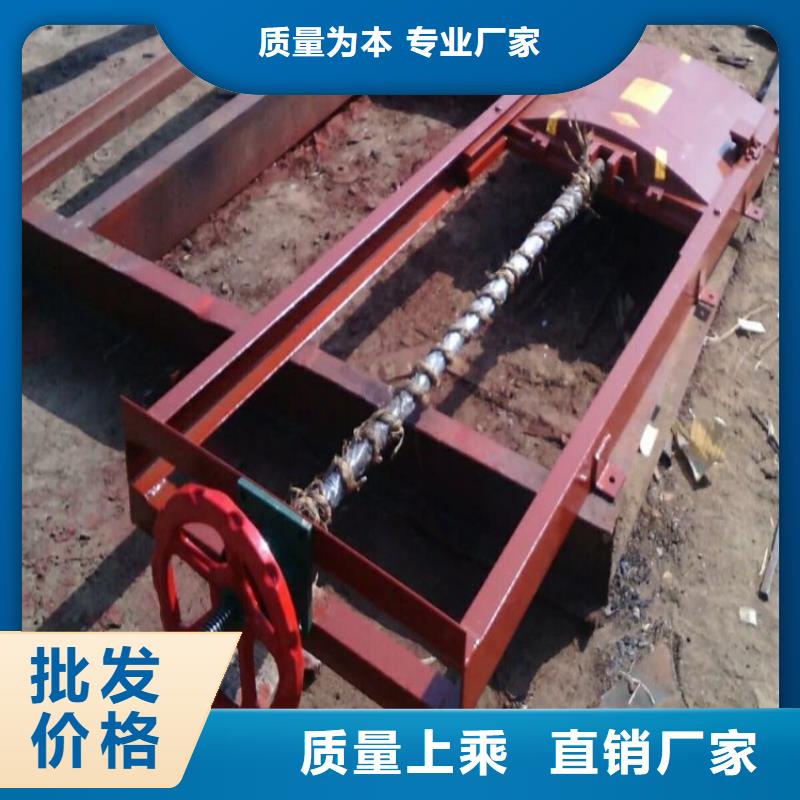
吊耳可与门板整体铸造或用螺栓(螺钉)与门板连接。
表 2 mm 闸门孔口规格 板厚 ≤700 ≥6 >700-1100 ≥8 > 1100-2000 ≥12 > 2000-3000 ≥14 注:矩形闸门的密封座厚度以闸孔的长边尺寸为准。 吊块螺母与门板的连接结构,应能防止吊块在门板的螺母匣中转动,对于明杆式闸门,吊块螺母为普通螺纹,可用销或螺钉固定,对于暗杆式闸门,吊块螺母为梯形螺纹,与传动螺杆互为螺旋副。 传动螺杆 传动用螺杆应按 工作开启和关闭力设计,其拉伸、压缩和剪切强度的安全系数不小于5,螺杆的柔度不大于200。 楔紧装置 在闸门二侧必须设置可调节的楔紧装置。楔紧副(如楔块与楔块、楔块与偏心销等)两楔紧面的表面粗糙度不大于3.2 μm。 楔紧件用螺钉(螺柱)分别固定在门板及门框上。 销轴与螺钉、螺栓等紧固件 所有装配螺钉、螺栓、螺母、地脚螺栓和销轴等应按 开启和关闭力设计,其拉伸、压缩和剪切强度的安全系数应不小于5。
[当地]铸铁闸门水电站铸铁闸门信誉至上")
[当地]铸铁闸门水电站铸铁闸门信誉至上")
[当地]铸铁闸门水电站铸铁闸门信誉至上")
[当地]铸铁闸门水电站铸铁闸门信誉至上")
[当地]铸铁闸门水电站铸铁闸门信誉至上")
注意事项: 铸铁闸门必须整体安装,闸框与闸门不能折开,闸门的出水口必须与预留的出水口一致,并采用以上介绍的安装方式固定后。再把闸框与闸门的固定螺丝拆开,小编再次强调,必须安装完毕后再把闸门和闸框的固定螺丝及小压条拆开。如果没有安装好就拆,后果自行负责。 建议客户谨慎安装,如有不会可以咨询本厂工程师。@
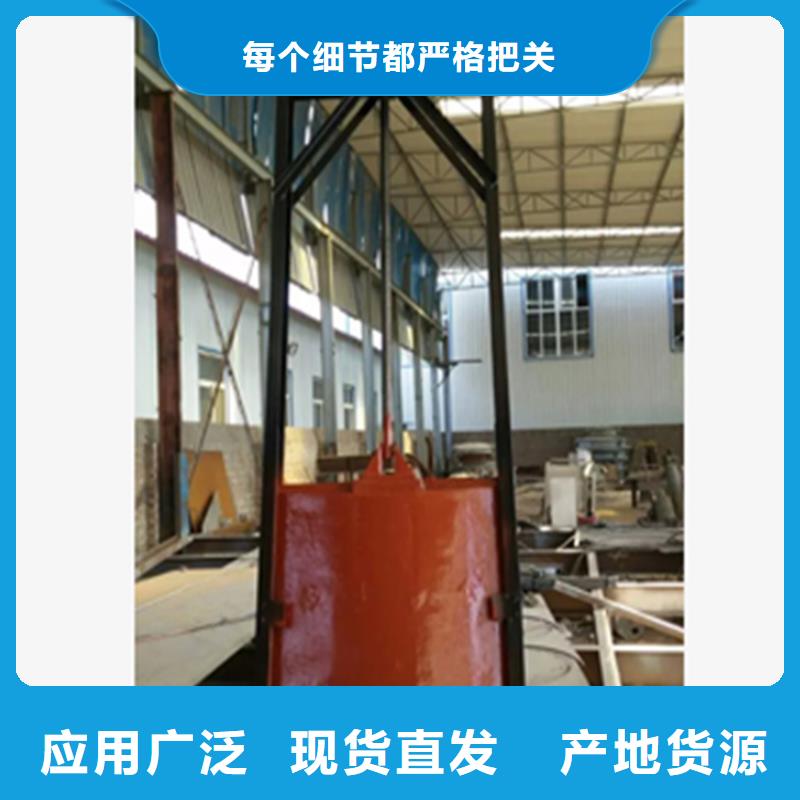
一、总体结构及安装方式 1、 本公司的铸铁镶铜闸门结构及安装方式齐全,按结构可分为: 单向升杆式方、圆闸门(型号:SFZ、SYZ); 单向暗杆式方、圆闸门(型号:AFZ、AYZ); 双向升杆式方、圆闸门(型号:SSFZ、SSYZ); 启闭机按结构分为:手轮式(型号:QSL)、手摇式(型号:QSY)、手电两 用式(型号:QDA)及双吊点式(型号:QDS、QSS) a) 靠壁式:适用于圆闸门φ200-φ1200,方闸门300-1000等单向闸门的安 装,土建预留孔比闸门口径大100mm。 b) 附壁式:适用于所有规格的单向及双向闸门的安装,土建预留与闸门口 径相同。
靠壁式 附壁式
法兰式 下开式 c) 法兰式:适用于所有规格的单向及双向圆闸门的安装,穿墙管的法兰密 封面尺寸应与闸门的法兰密封面尺寸一致,穿墙管应伸出墙面150-200mm以确保安装,当穿墙管为钢管时,需与闸门法兰配制一只钢法兰,安装时两法兰装配后再与穿墙管焊接,法兰标准为:JB/T81-94,PN0.25MPa。 d) 平底式:适用于泥沙量较大,特别有块状物容易在闸门前造成堵塞的场合。 e) 下开式:适用于上开时无空间的场合,只适用于单向闸门安装。 f) 自撑式:适用于渠道安装,上部无法设置启闭机平台的场合。
[当地]铸铁闸门水电站铸铁闸门信誉至上")
[当地]铸铁闸门水电站铸铁闸门信誉至上")
[当地]铸铁闸门水电站铸铁闸门信誉至上")
耀禹水利机械厂领导秉承做百年企业,树百年品牌的远大理想,确立了“诚信、求实、制高”的企业宗旨,对 球墨铸铁闸门、产品进行了长期深入的研究与开发,以先进的技术,为广大客户提供满意的服务。
我们坚信凭借技术优势,丰富的工程经验、以及服务大众的坚定决心,定能在 球墨铸铁闸门、专业领域做出了令人瞩目的成绩!
[当地]铸铁闸门水电站铸铁闸门信誉至上")
[当地]铸铁闸门水电站铸铁闸门信誉至上")
使用与保养 1、闸门在启闭时注意闸板的上下极限位置,以免损坏闸门或启闭机。 2、闸门在启闭过程中如有异常情况应立即停止使用并及时检查处理。 3、闸门关闭时在距底面0.1米处,将闸门暂时停住1分钟,利用门底激流冲净底门槽内的杂物,然后再将闸门关闭。
@ 平面闸门门槽埋件安装工艺流程图
(2)埋件安装前准备工作 1.进行图纸审核(包括厂家指导),制定施工方案、质量保证措施以 埋件清点检查 施工准备 底坎测量控制点设置 底坎吊装就位、调整、加固 测量、检查、验收 混凝土回填 轨道(门楣)测量控制点设 轨道(门楣)吊装就位、调整、加固 节间连接 混凝土回填 补涂涂料 检查验收 复测 测量、验收 复测
[当地]铸铁闸门水电站铸铁闸门信誉至上")
[当地]铸铁闸门水电站铸铁闸门信誉至上")
[当地]铸铁闸门水电站铸铁闸门信誉至上")
技术支持:cnwbgg.com